Welding fluidic parts cleanly and precisely by laser
Various fluidic parts must be tightly welded in medical applications without creating impurities such as particles. Lasers can be used to join such parts precisely and even with complex channel geometries.
-
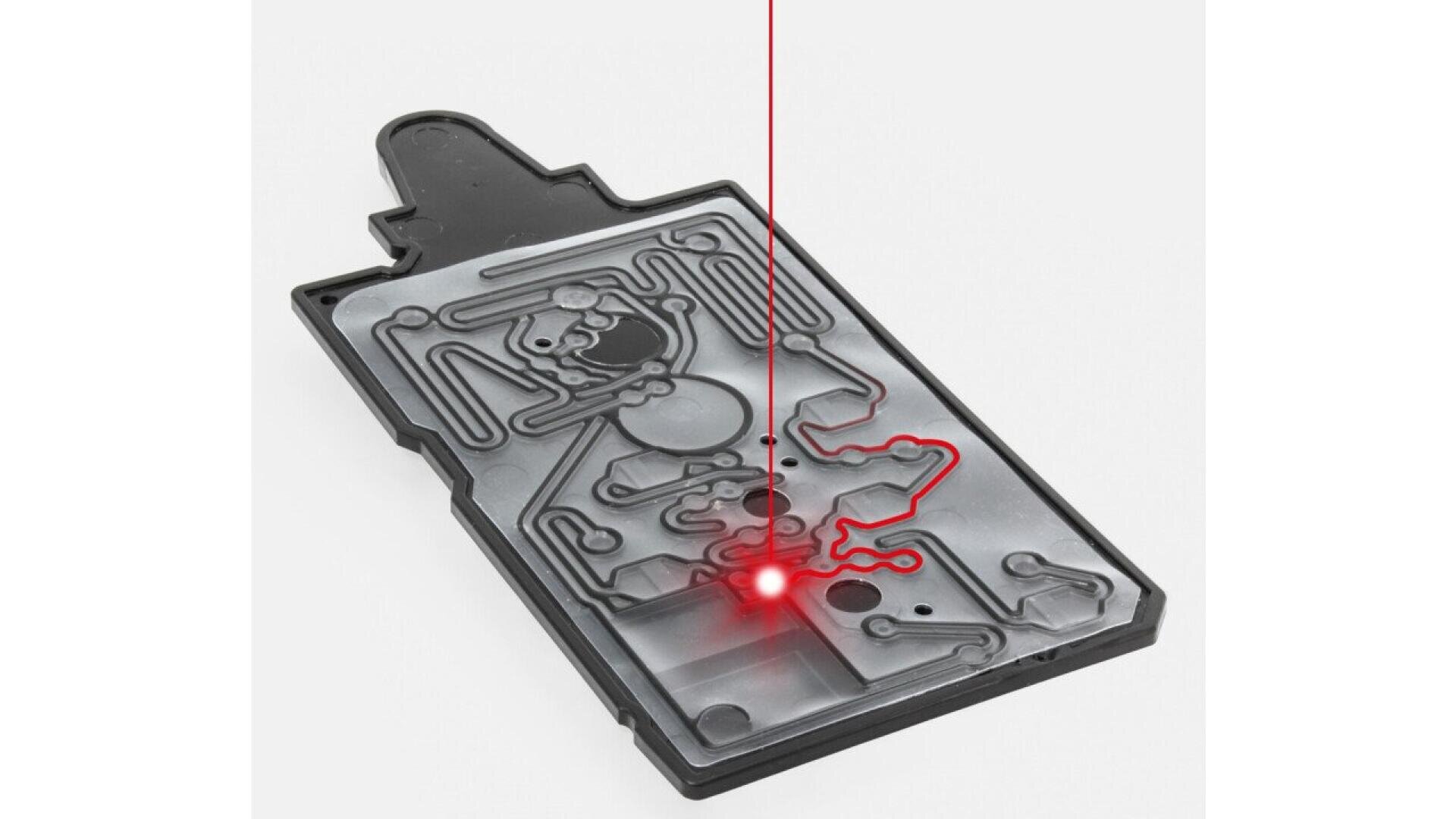
Diagnostic cartridge with complex layout of fluidic channels. -
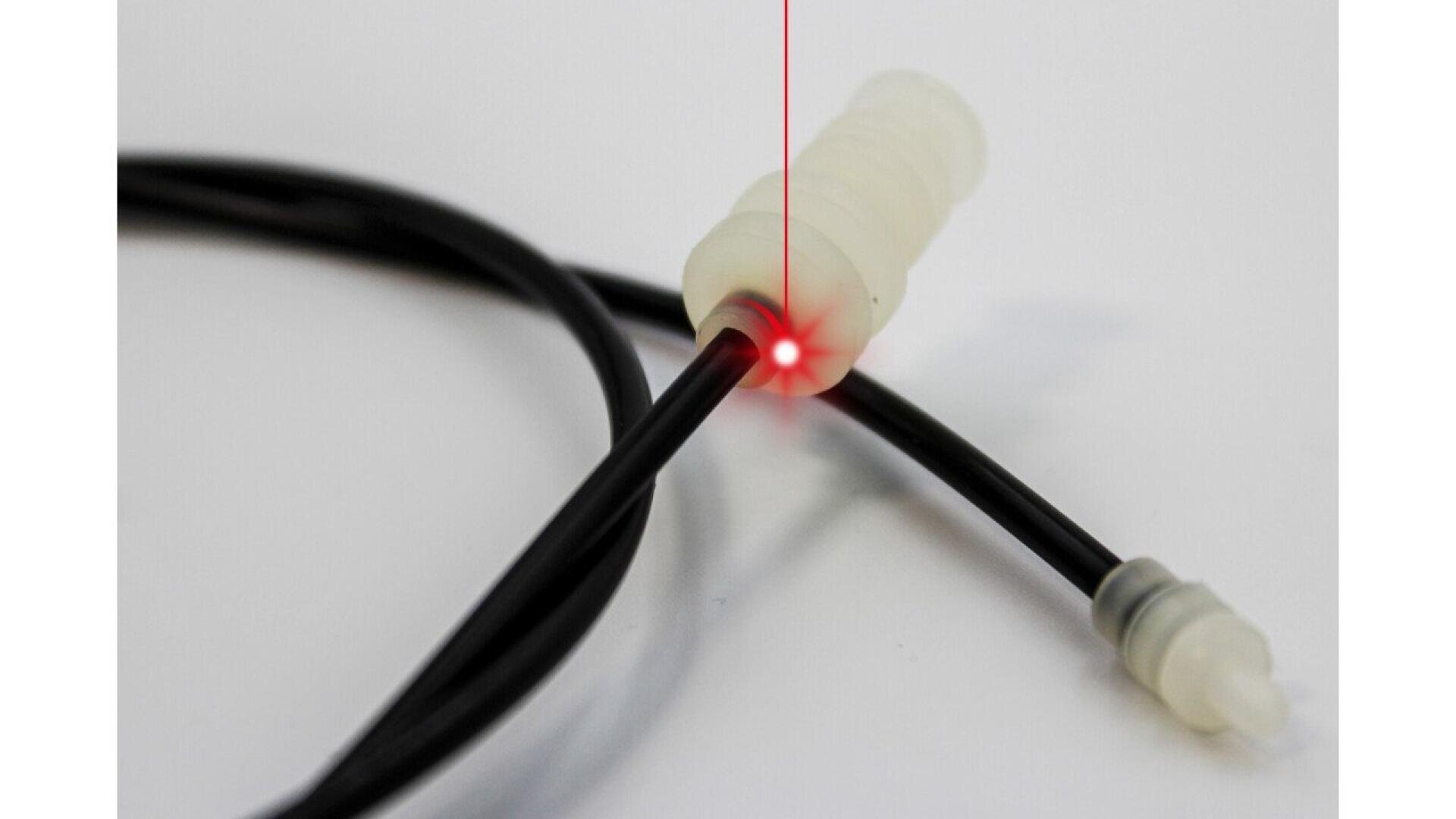
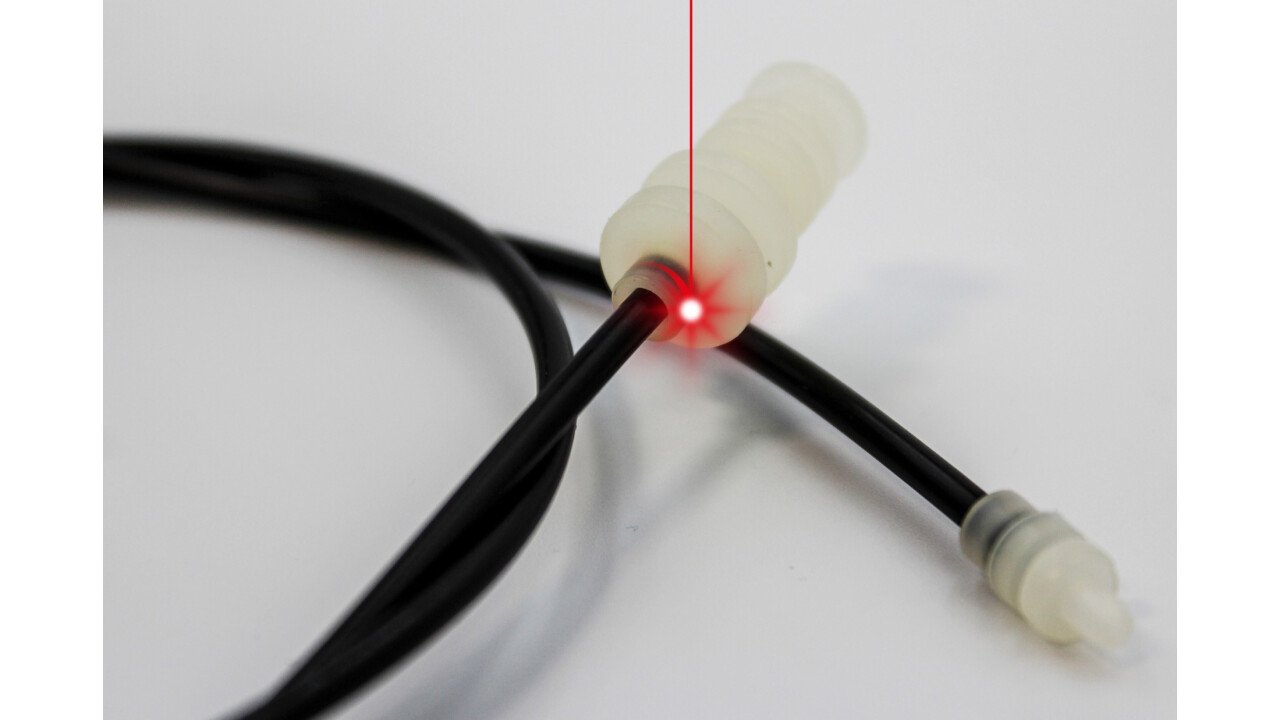
Welding of connectors on tube on the circumference. -

-

-

-

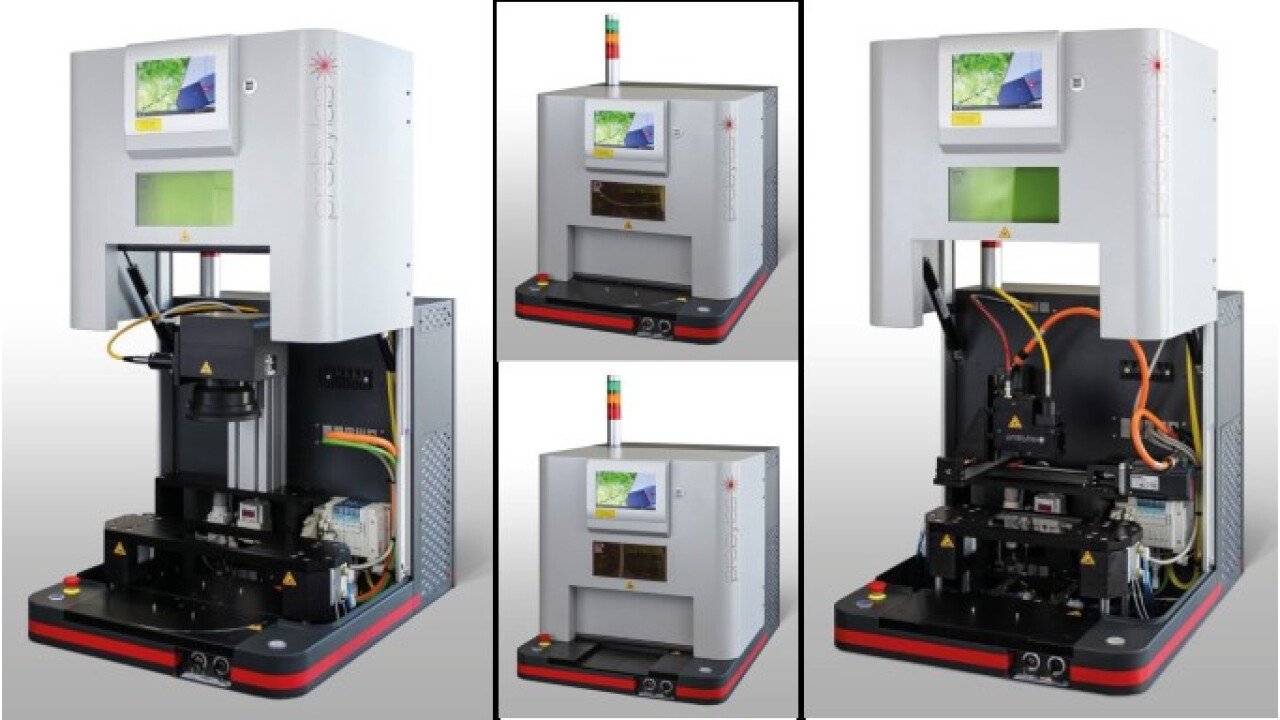
Compact and modular Turnkey S for small parts up to 150x100 mm. -
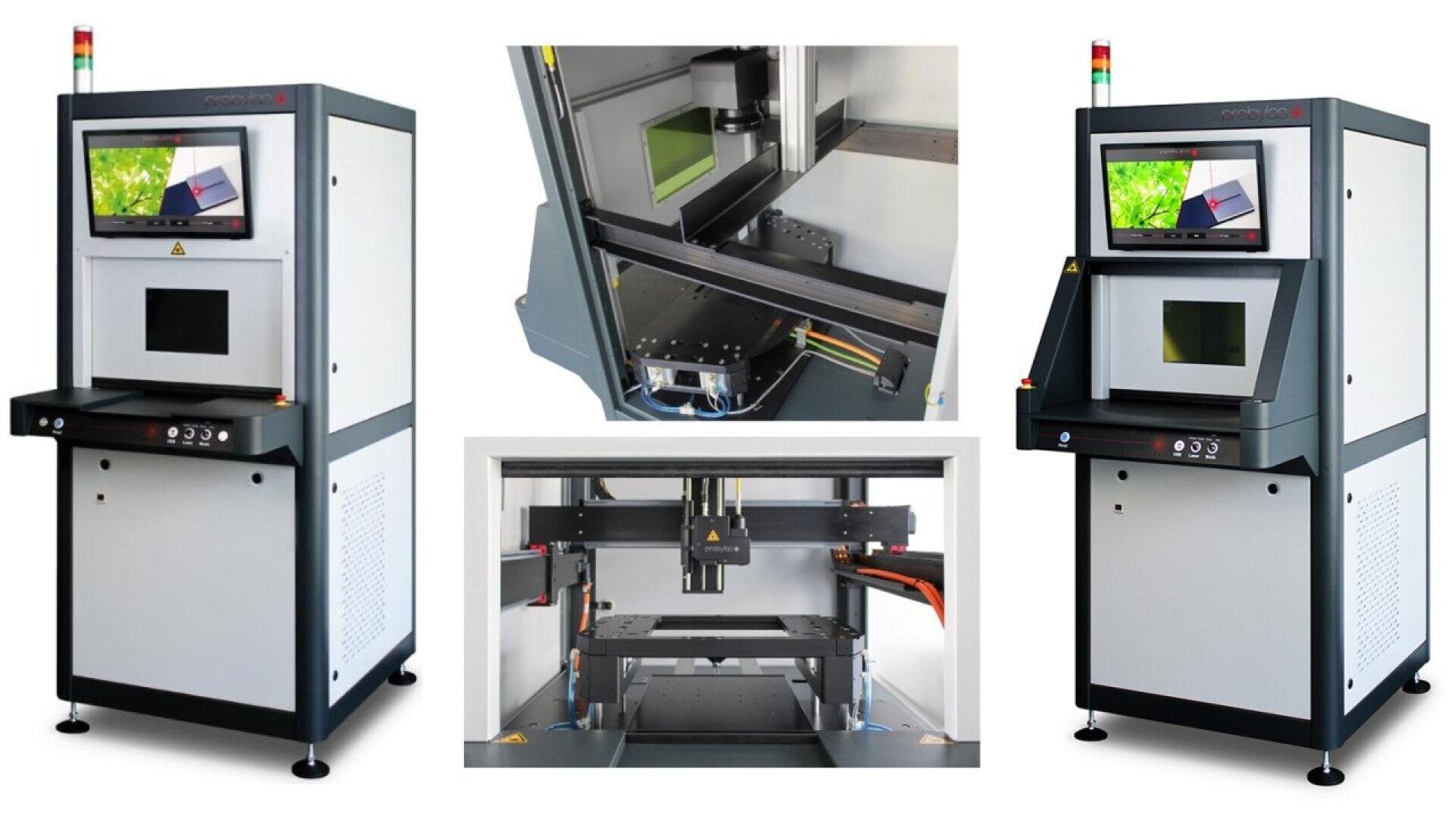
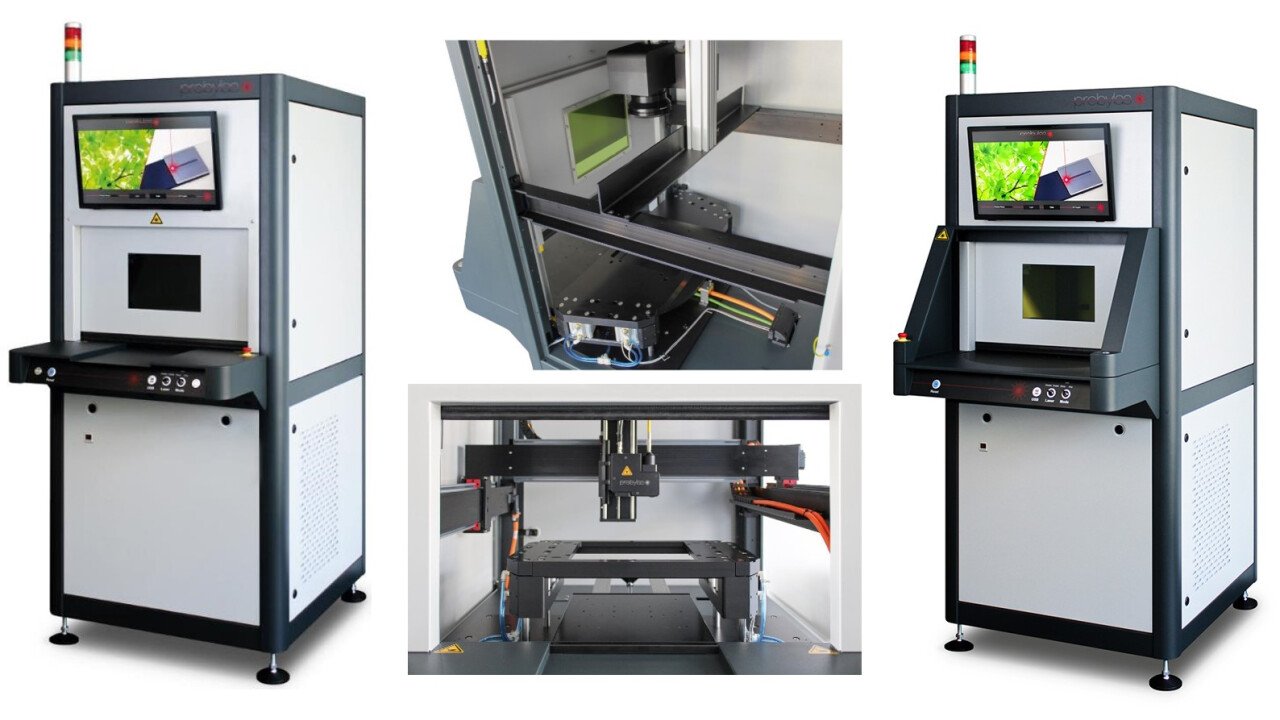
Turnkey M for larger parts to weld up to about half a meter. -

Modula Assembly Inline for fully automated mass production.


Fluidic parts are used for various applications in medical technology. From diagnostic cartridges for the detection of diseases, to manifold and valve systems for the production of drugs or vaccines, and to disposable articles for the delivery of pharmaceutics or sampling and preparation of body fluids.
Common to these applications is that channel structures must be tightly sealed without affecting the channel structures or delicate items nearby (e.g. membrane, reagents, electronics...).
In the case of adhesive for joining, there are concerns that the adhesive could interfere with the analysis as a contamination. With ultrasonic welding, there is a risk of particles being created by the welding process or deposited reagents may not remaining in the original location due to vibration. Thermal bonding requires a long cycle time with limiting productivity and deposited reagents are exposed to a considerable level of heat.
Laser welding enables a joining without the disadvantages described above. The channels can be precisely welded without contamination by other substances or particles. Due to the precise energy input, pre-deposited reagents do not experience heat exposure or vibration as in ultrasonic welding. Complex fluidic layouts are possible and also the quick change between different variants.
Typically, a contour process is applied for the channel structures. A laser spot is guided along the welding contour with an xy-axis system. Or a scanner is emplyed, which performs the beam deflection with 2 mirrors. With scanners, much higher welding speeds are possible, which has a corresponding effect on the cycle time and productivity of a machine.
Alternatively, a mask process can be used in which the geometry of the channel structures is incorporated in a metal layer on glass. A line-shaped laser beam travels over this mask and welds wherever the laser beam can shine through the mask onto the cartridge and is not reflected. If the upper part of the cartridge is thicker than a foil, the use of a collimated parallel laser line is advisable, not distorting the mask shadow down to the welding plane.
Clear transparent parts without mixed-in colorant can also be welded together. Instead of the traditional approach with one part transparent to the laser and one absorbing (typically black or gray), a more specialized wavelength of laser is employed that is readily absorbed by most plastics.
Since the vast majority of cartridges are smaller than 100 mm, a small compact Turnkey S machine can be employed. It is operated semi-automatically by hand.
For large quantities with scanner optics, a Modula Assembly Inline can also be used, which allows fully automatic production of large quantities.