Clear to clear - laser welding without colorant
Also transparent plastics without any added colorant can be welded by laser. An extra certification of the plastics additives can be avoided. The standard wavelengths for welding with laser at 800-1'100 nm are changed and adapted to the employed type of plastics.
-
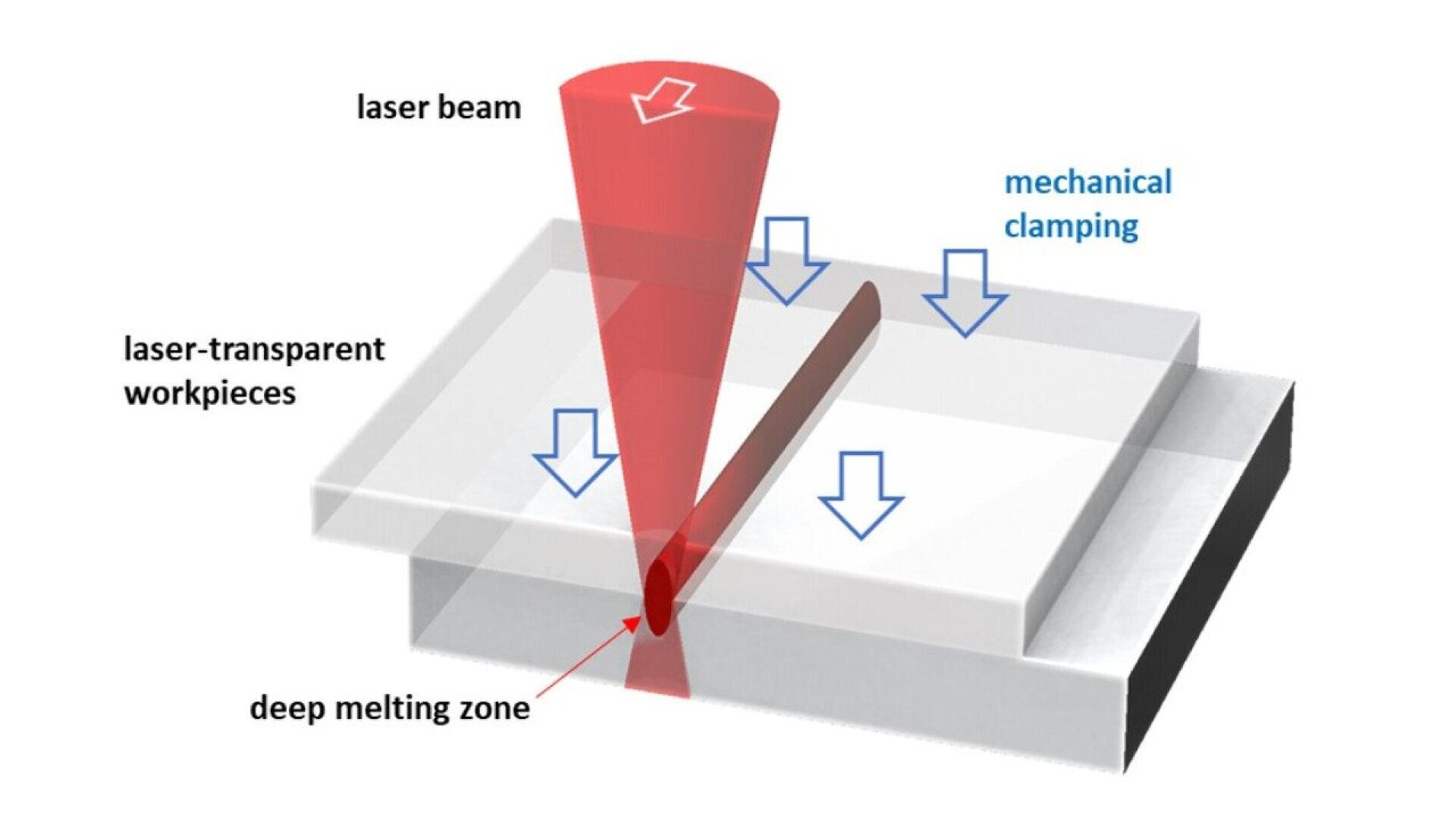
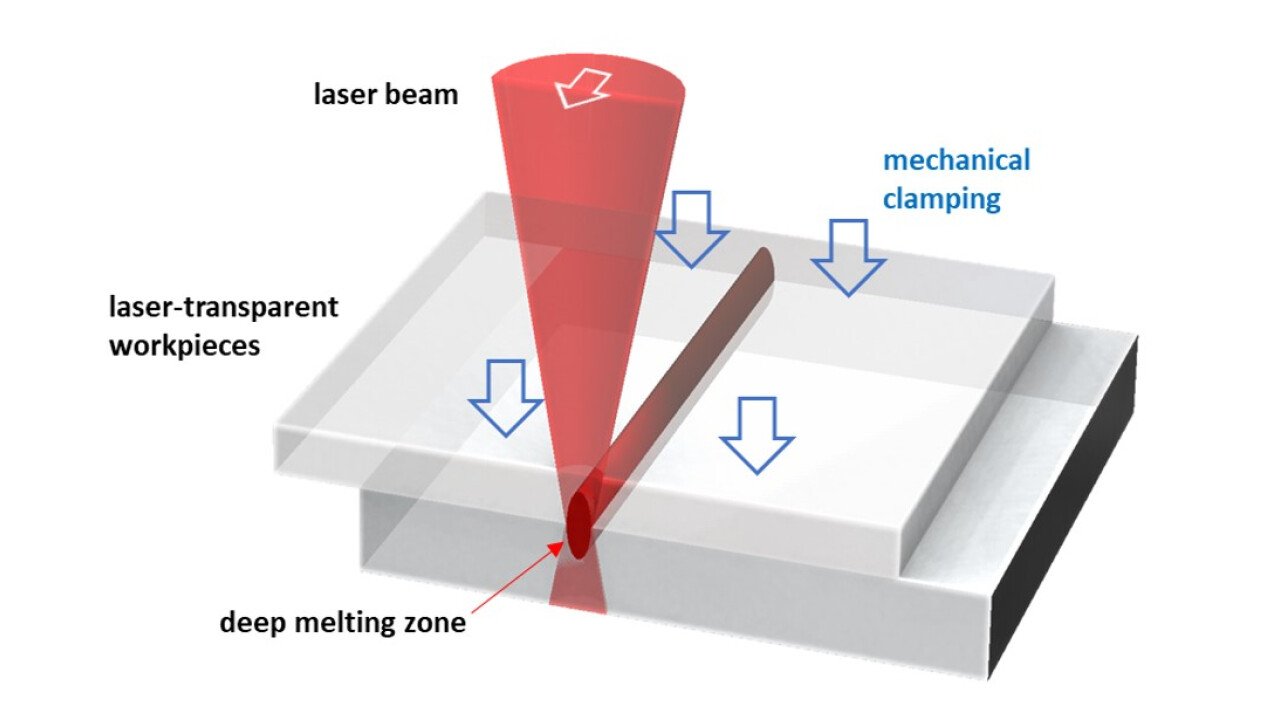
Basic principle of clear-to-clear laser welding of plastics without any additive. -
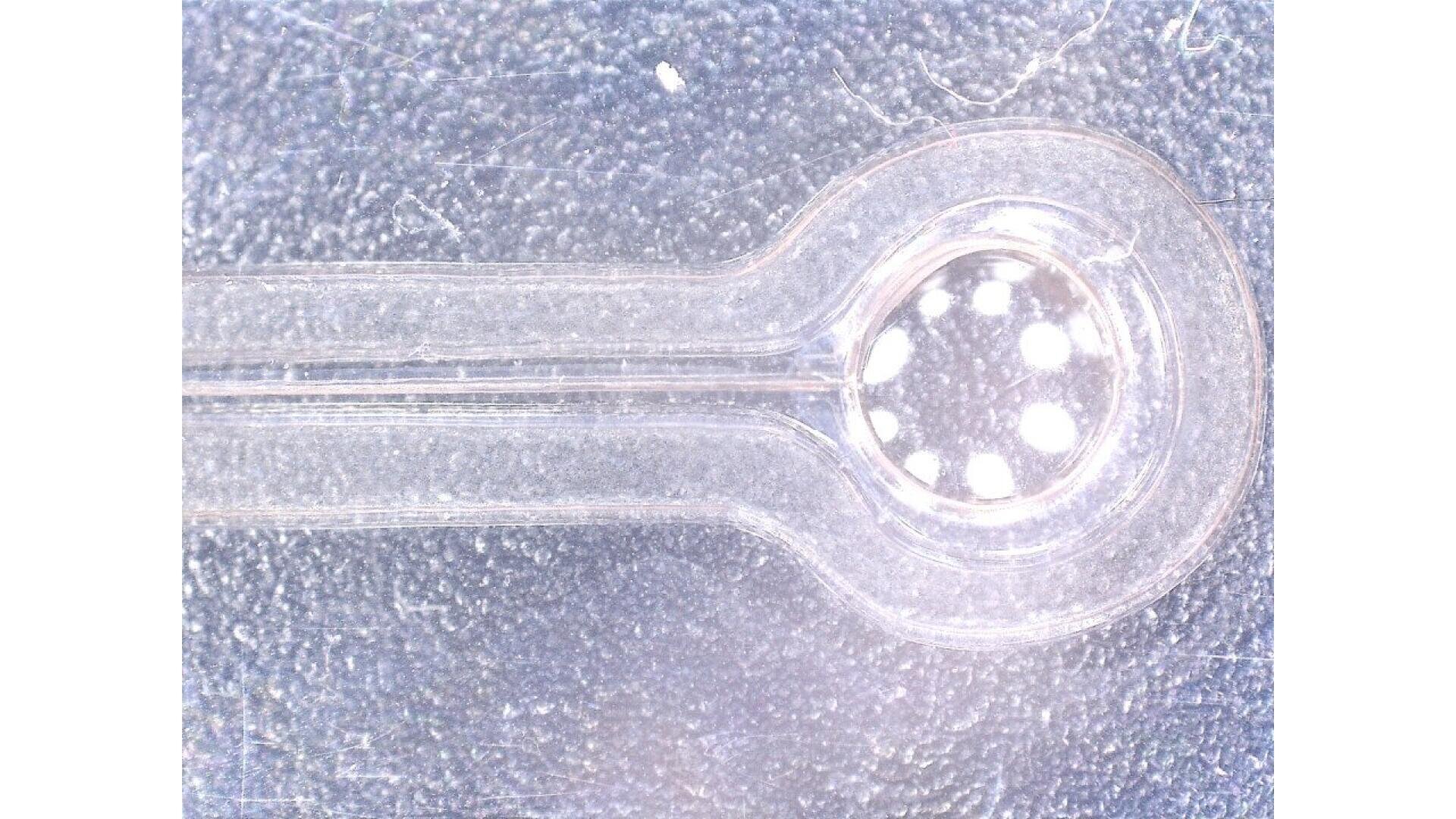
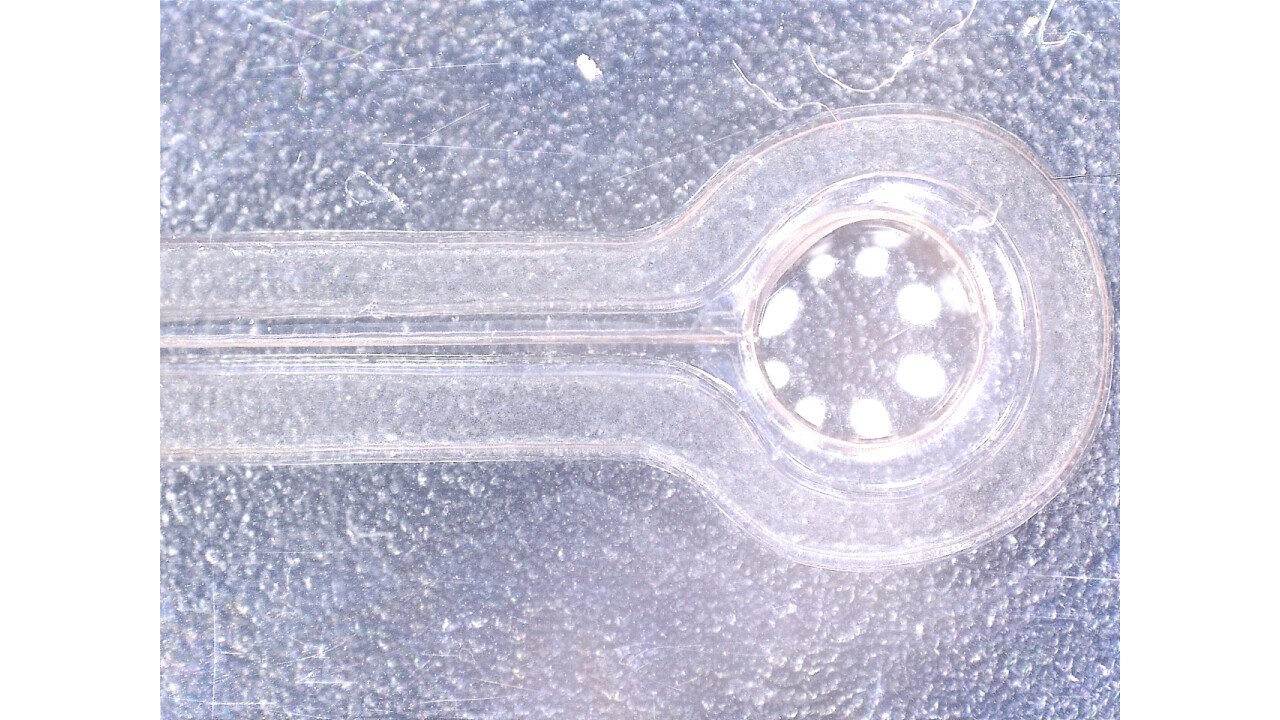
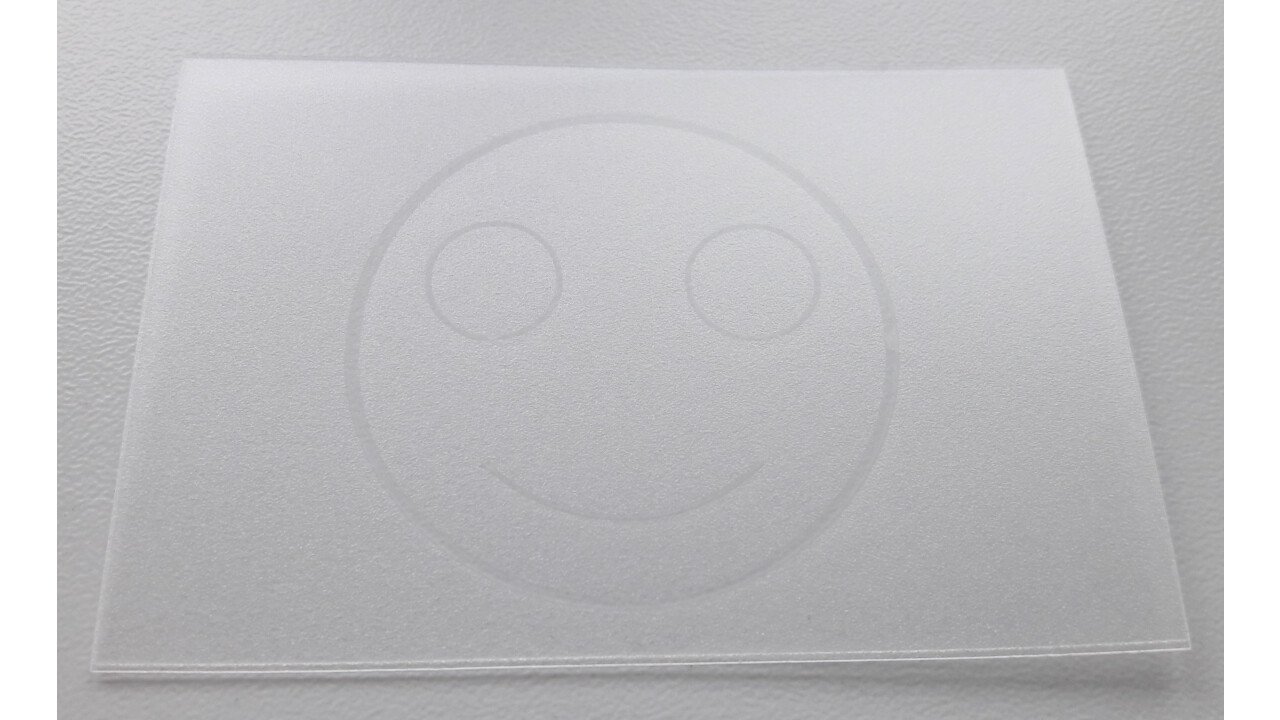
Example of micro-fluidic channel welded in transparent foils. -
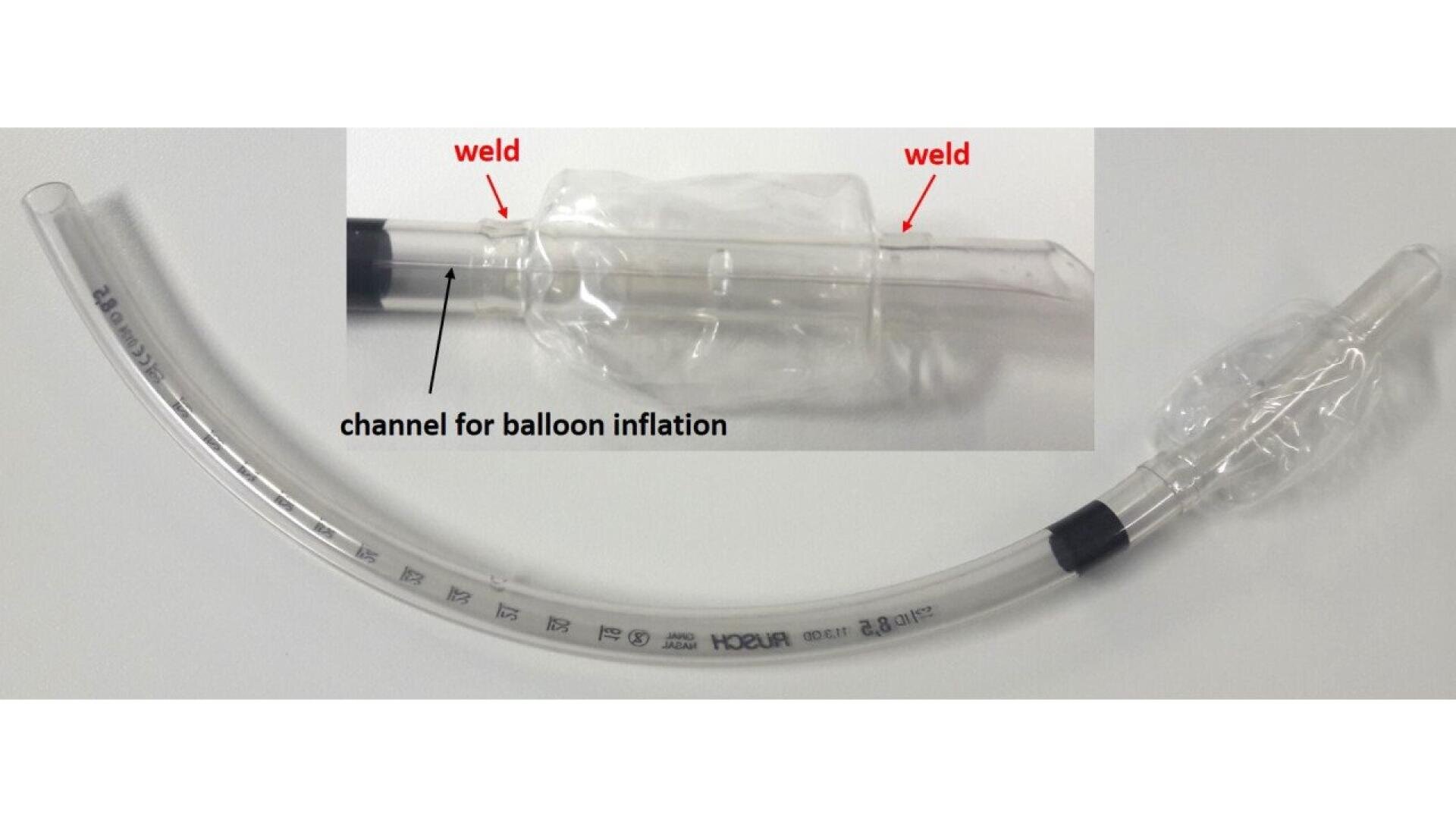
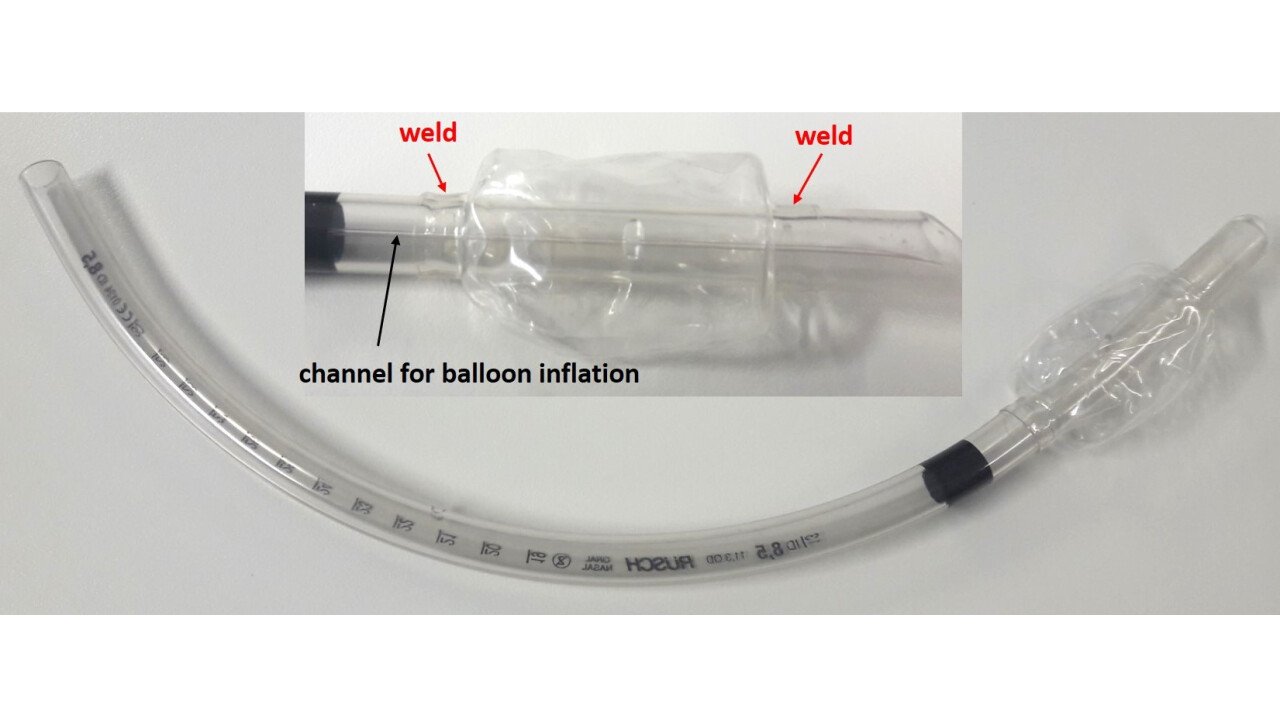
Example of balloon catheter welded on the circumference between balloon and tube. -

-

-
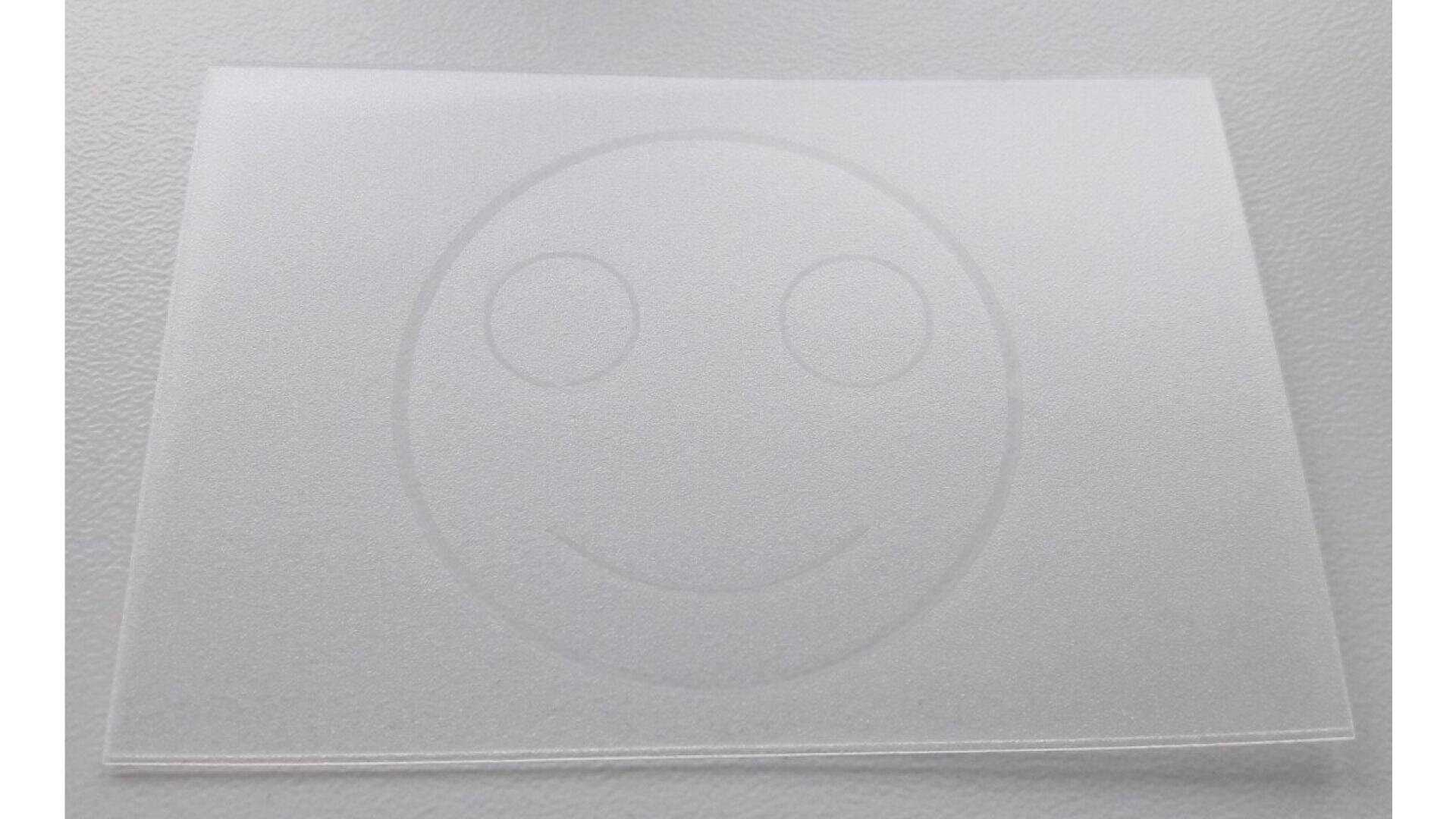
Live example at MedtecLIVE: welded transparent polypropylene foils -
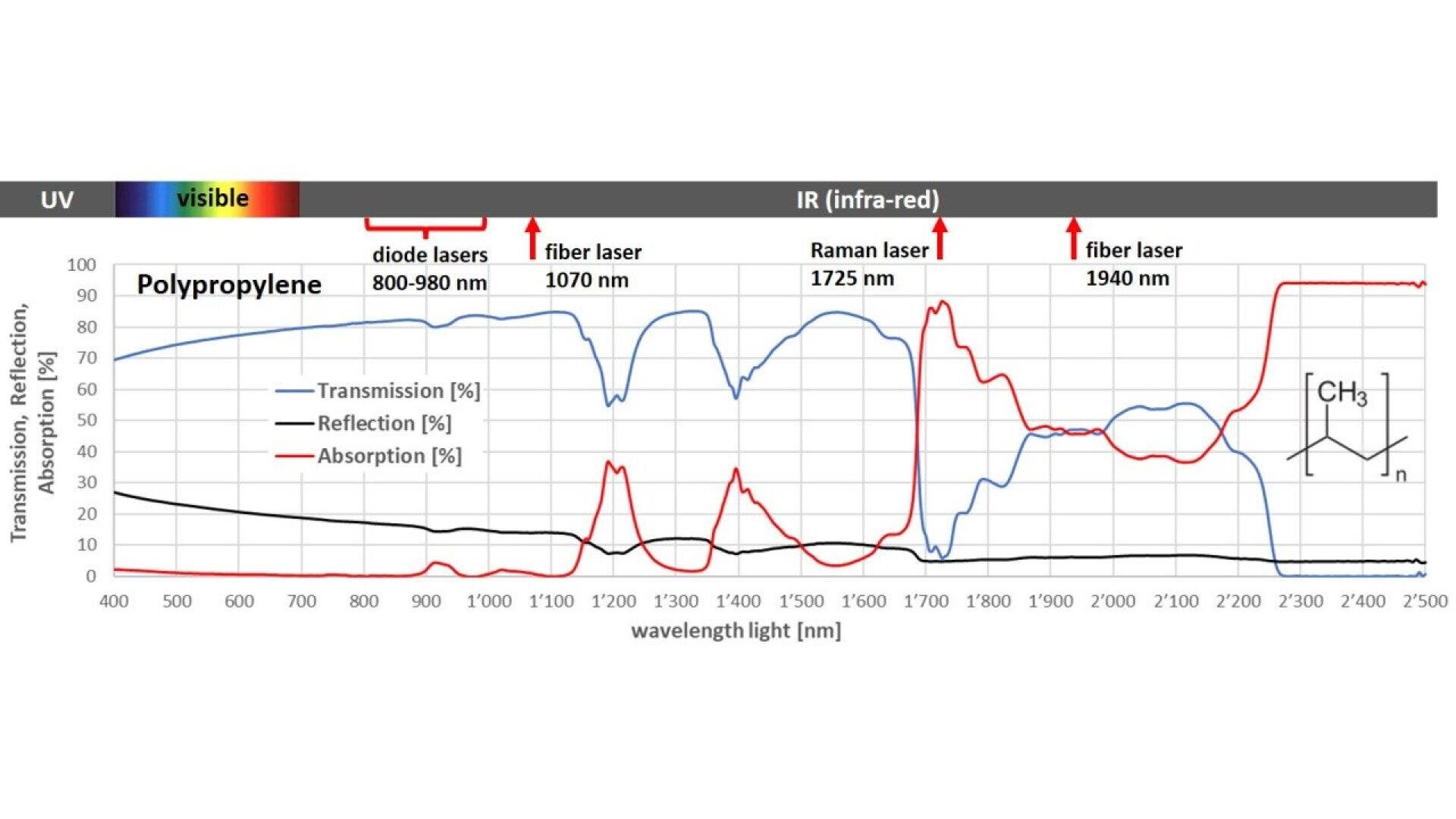
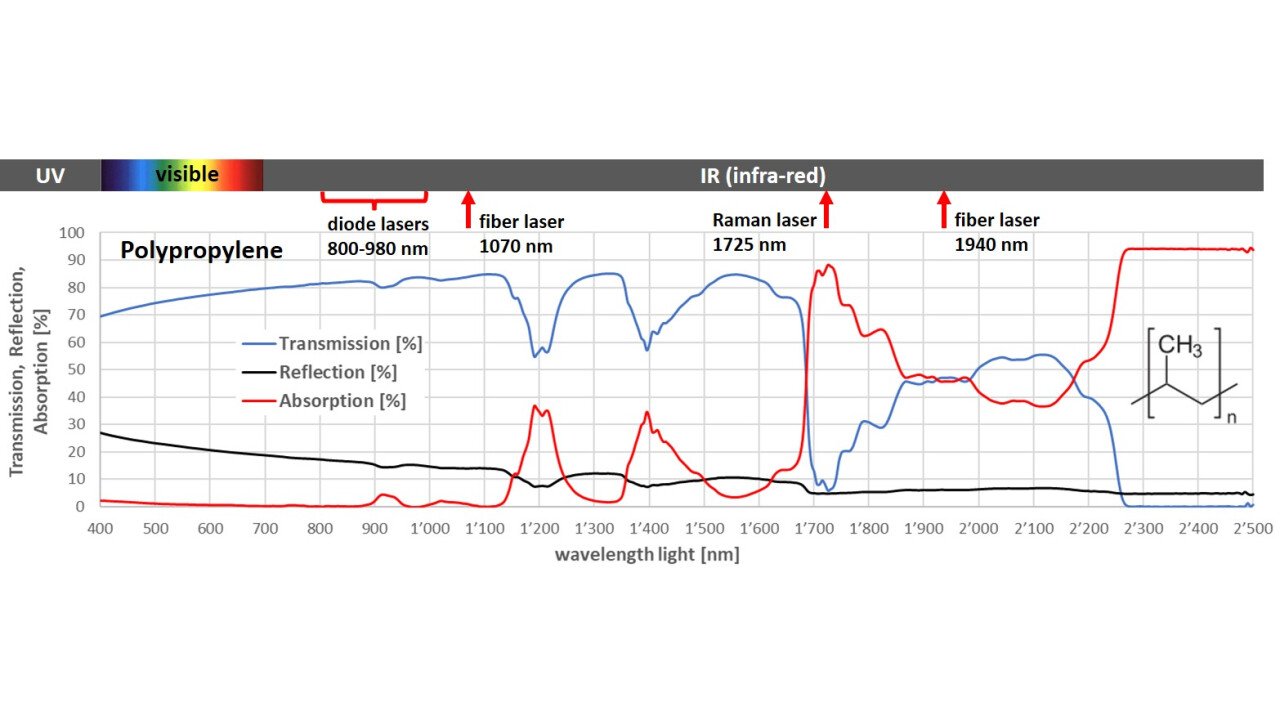
Absorption spectra of polypropylene at visible and near-infrared wavelengths. -
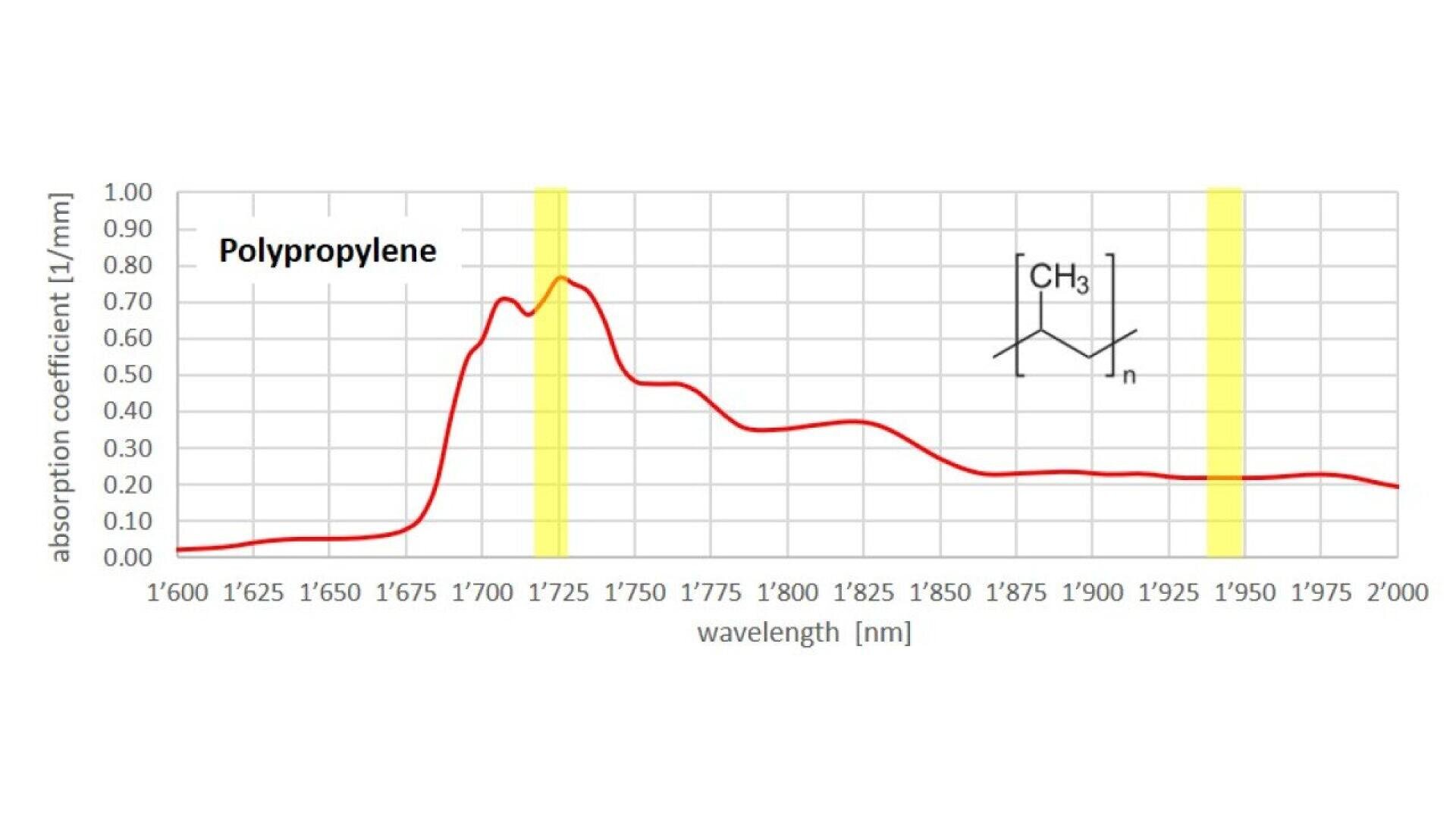
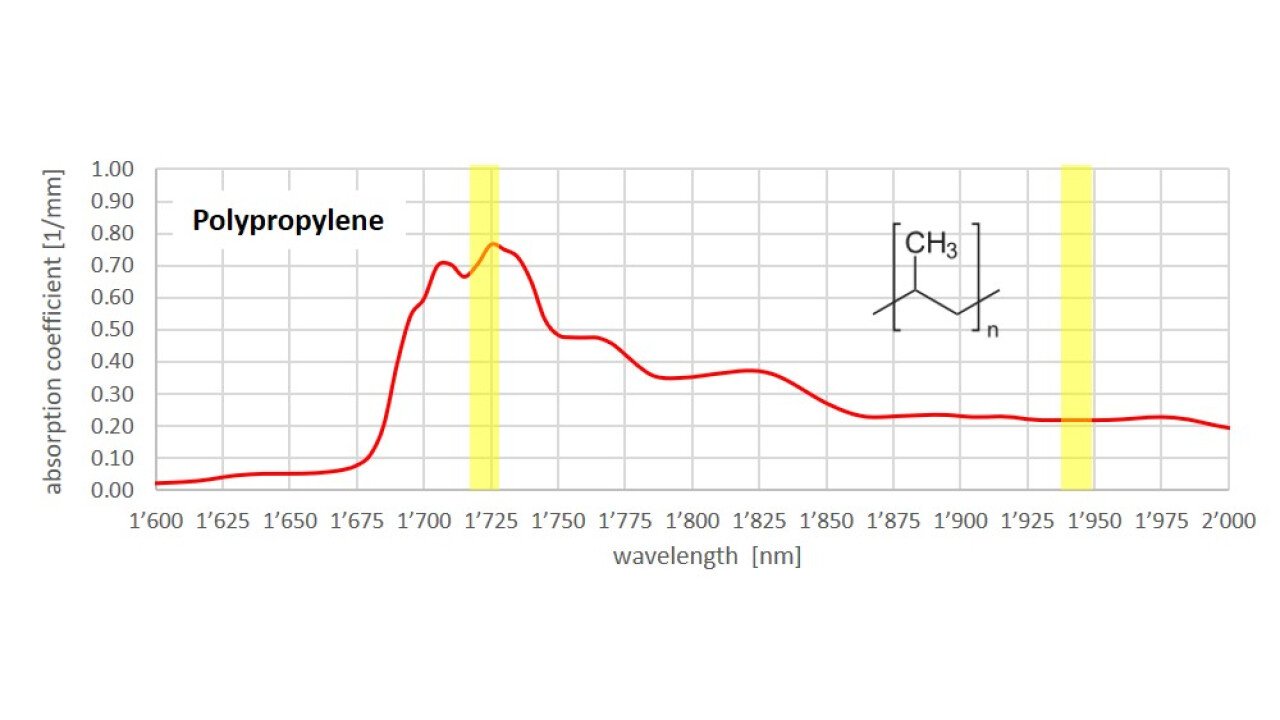
Detail of absorption spectrum of polypropylene in near-infrared with laser wavelengths.
Advantages
- no colorant necessary
- easier certification in medical application, food, ...
Shortcomings
- process slower
- more energy necessary
- larger melt volume
- more sophisticaled process control
- more expensive laser modules
In the range of 1700-2000 nm, most polymers absorb by themselves. The absorption is only weak, so that the laser energy can also penetrate deeper into the material. The strength of absorption at different wavelengths is given by the type of polymer. Depending on the polymer and thickness of workpieces, it may therefore be advantageous to use either a wavelength of 1725 nm or 1940 nm.
At 1725 nm there is usually a stronger absorption, which is more suitable for thin materials. For thicker materials it can be advantageous to switch to 1940 nm to be able to irradiate deeper into the material.
In contrast to classical laser welding, the absorption does not only take place at the weld seam, but already starts at the surface of the upper workpiece and acts over the entire thickness. For thicker workpieces (1-2 mm), the laser beam is therefore strongly focused on the weld seam. In this way, most of the laser energy is still absorbed at the surface, but over a much larger area than at the weld seam. Melting of the plastic thus occurs primarily around the weld seam, but with much greater depth and volume than with conventional laser welding. Accordingly, more laser energy is required and the process is slower