STORZ MEDICAL MASTERPULS: 3D printed space-saver for medical technology
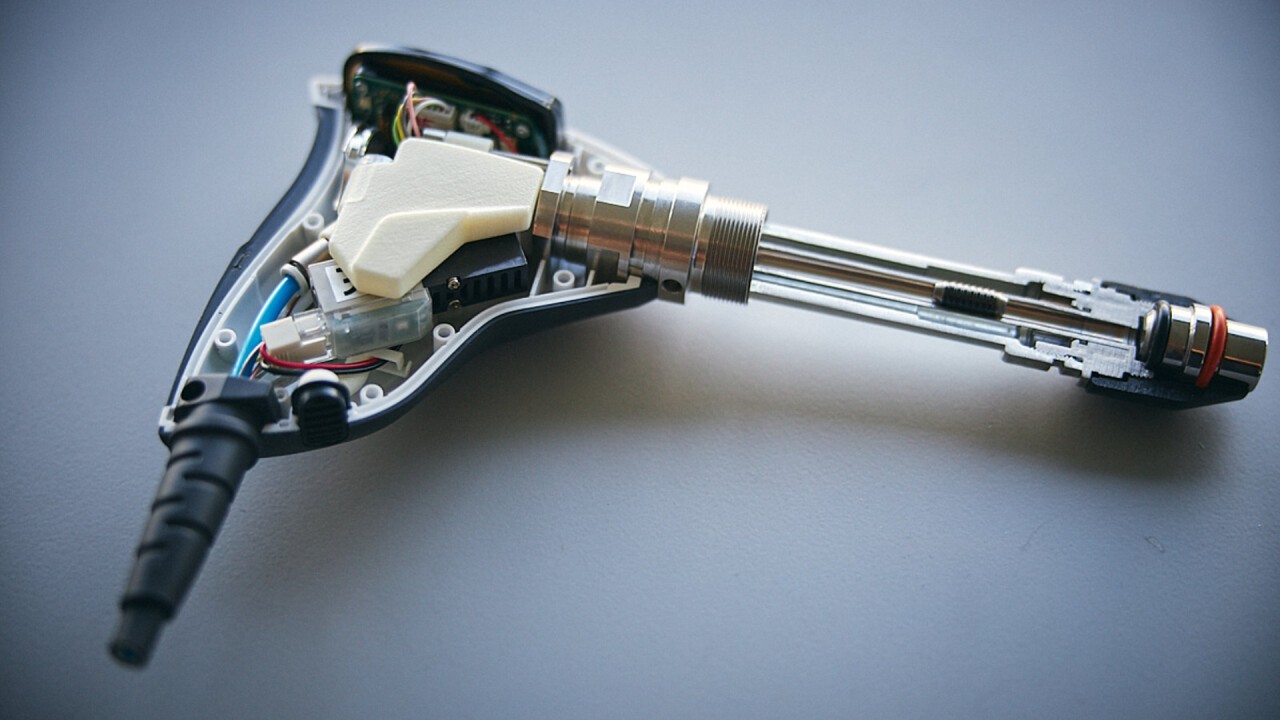
The MASTERPULS is a shockwave therapy device that is used to relieve pain. When redesigning the handpiece to improve its ergonomics 15 years ago, the medical technology company was among the first to venture into the field of 3D printing for the design and series production of components.
-
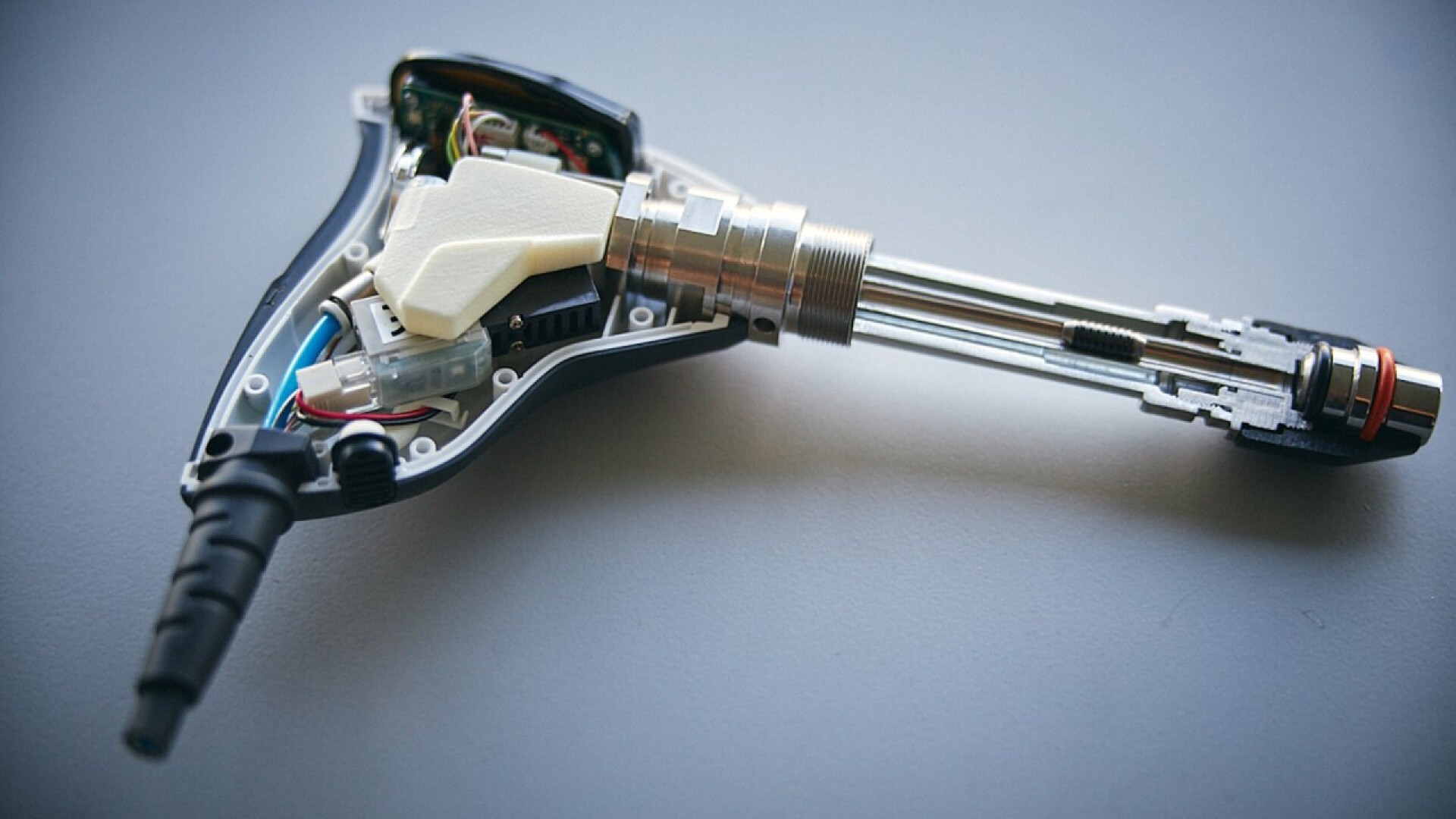
3D printing allows flow-optimized design and integration of functions. -

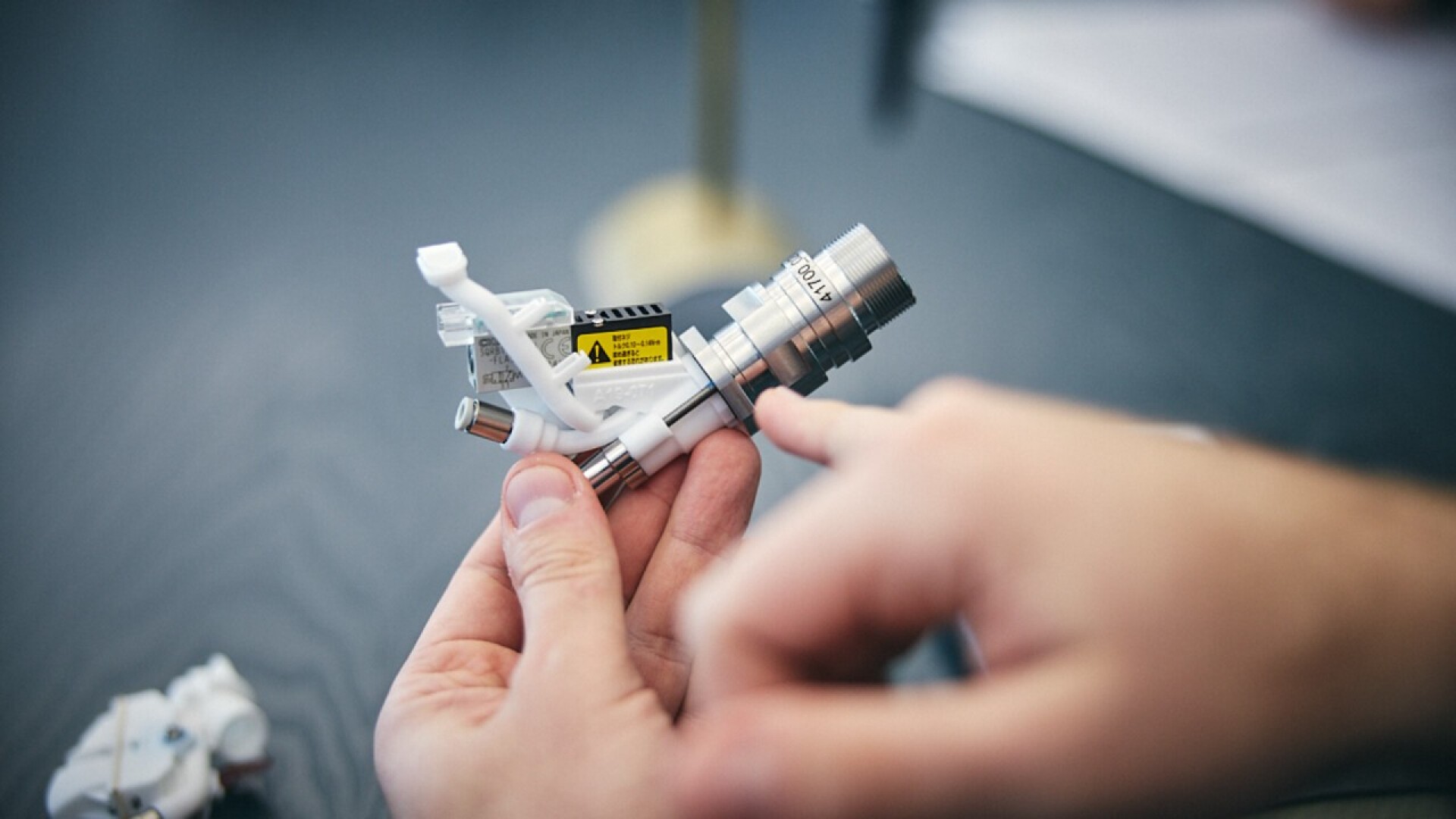
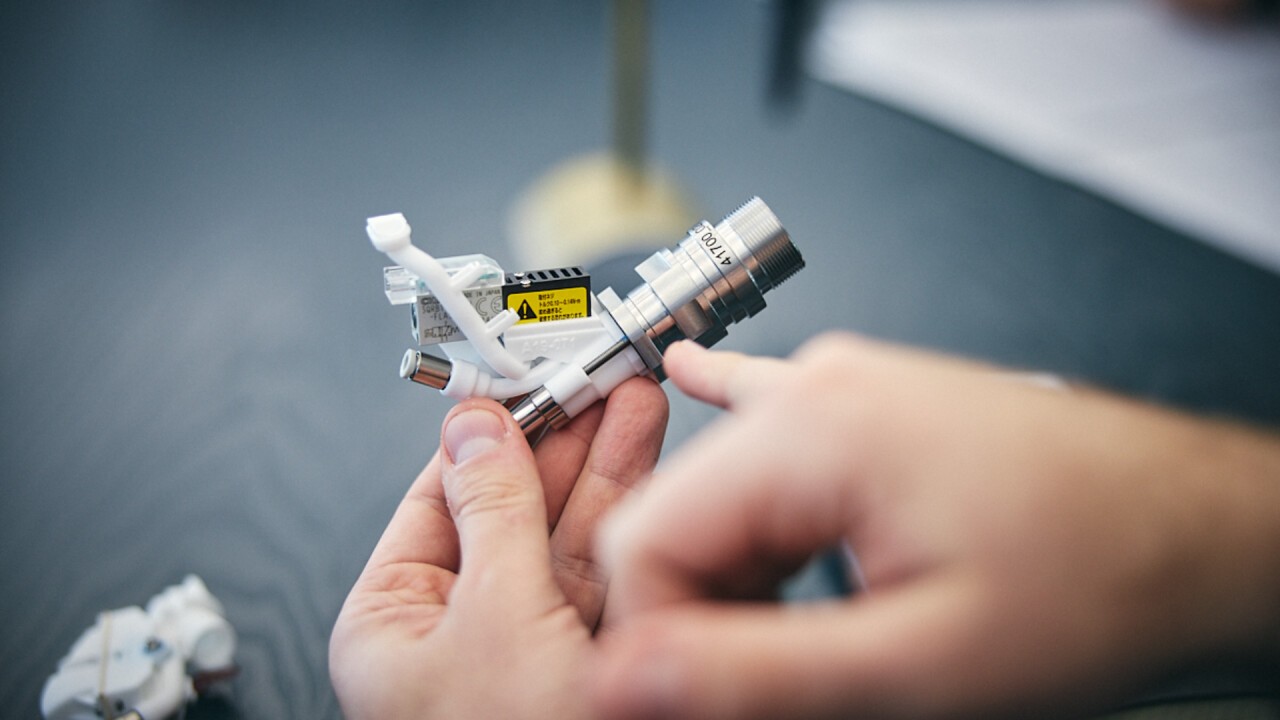
Dividing the air distributor into two parts solved the residual powder problem. Integrated functions at the same time minimized the shape of the elements. -
STORZ MEDICAL and 1zu1 realize compact air distributors for the handpiece of the MASTERPULS shock wave therapy device using 3D printing. -

The one-piece solution saves two additional parts by integrating the air outlet duct and cuts assembly time in half.


Long-term success depends on innovation – STORZ MEDICAL has stood for technological progress, first-class quality, and outstanding service for over 35 years. Thanks to innovative devices such as the DUOLITH SD1 “ultra” and the MASTERPULS, the medical technology company is a leader in the field of radial and focused shockwave therapy.
STORZ MEDICAL AG and 1zu1 have worked together as partners for many years. The medical technology company relies on the diverse technology and expertise in Dornbirn for numerous projects, including the vacuum-cast housing for its MAGNETOLITH device. Fifteen years ago, while redesigning its legendary MASTERPULS shockwave therapy device, the STORZ MEDICAL design department demonstrated a truly pioneering spirit. The bold decision to 3D print volume parts was visionary at the time and continues to pay off today.
In partnership with the technology professionals at 1zu1, Georg Görner and his team developed a compact, flow-optimized solution for the air distributor in the handpiece of the pain therapy device, which is used by orthopedists and physiotherapists worldwide. Since its market launch, 1zu1 has produced over 50,000 functional specimens and paved the way for the use of 3D printing for series production of these components. Recently, technical changes to the handpiece’s interior have resulted in the next evolution of the air distributor’s design, which now consists of a single part. In addition, STORZ has managed to eliminate two additional parts and halve the component’s assembly time.
In our interview, product designers Georg Görner and Felix Gremlich from STORZ look back on this successful and forward-looking project with 1zu1 sales manager Thomas Kohler and SLS production manager Philipp Schelling.
Why did you choose 3D printing?
Georg Görner: The MASTERPULS was given an ergonomic design. The handpiece became smaller and there was no more room for stainless-steel milled parts. Injection molding wasn’t economical given the quantities involved. 3D printing was the ideal solution for this complex air distributor as it allowed a free choice of shape and gave us the option to integrate other functions. Our first 3D printed design was still quite angular and based on a milling mindset. So we took a new approach and designed a streamlined part with curved shapes.
What were the challenges from a design-engineering perspective?
Georg Görner: We had to make sure the air distributor was airtight and didn’t contain any residual powder. The first prototypes failed to meet both of these criteria and powder accumulated in the chambers and channels. We only managed to overcome this by dividing it into two parts. Our first snap-on solution was elegant, but it leaked. So we connected the elements using sealing tape and screws.
Thomas Kohler: We milled off the connecting sides and infiltrated the parts with clear lacquer to achieve the required pressure resistance to 6 bar. Each individual set was tested. Thanks to our wide range of technology, we can do everything in-house, including building the test rigs. This means we can guarantee confidentiality.
After ten years, development of the new variant began in 2019. What was the goal?
Felix Gremlich: We wanted to use our experience, finally solve the residual-powder problem, and include even more functions. After a few sample parts, we managed to come up with a one-piece solution. By integrating the air outlet duct, we were able to eliminate two additional parts. The chemically smoothed parts are ten times denser than before. Without the need for milling, infiltrating, and assembling, the assembly time is cut in half.
Thomas Kohler: As an EOS development partner, we were able to contribute the high-performance P500 system. We had exclusive access to this cutting-edge technology, and the complex air distributor was the perfect object for a practical test. The new chemical smoothing process ensures the surface is sealed and has opened up completely new possibilities for us.
How did you manage to successfully optimize the design during production?
Philipp Schelling: The exclusive production of unmixed parts in the build space allows us to monitor the process parameters. The part quantity is also a key factor in terms of optimizing the quality. It’s important that there are neither too few nor too many parts per job and, in turn, the quantities must correspond to the batch sizes. Due to the technological advances of the P500, we were also able to significantly increase the process stability. Thanks to new software, the system is the only machine on the market that, even with thin walls, creates the same number of laser lines per mm of wall thickness, which results in more homogeneous components compared to older systems from previous generations. The reject rate is also minimal. With our new automated blasting machine, we can once again significantly speed up the finishing process and eliminate several hours of manual work per job. We can combine our know-how with the latest technology, increase safety, and reduce the cost and effort involved in testing.
Thomas Kohler: The P500 offers better exposure as well as constant temperatures throughout the build space. With 99 percent accuracy, we can meet the criteria for volume production. We will produce the next 50,000 units even faster, cheaper and more efficiently.
What are the keys to success in such a long-term project?
Georg Görner: We’ve broken new ground and are now reaping the rewards of our conviction and perseverance. The lengthy development phase had its ups and downs, but this was never due to the 3D printed parts. The project was a milestone. Since then, 3D printing has become an established manufacturing process for volume parts.
Thomas Kohler: The customer’s trust and understanding, technological progress, and our pioneering work were all critical factors. Step by step, we pushed the limits of what was possible and encouraged each other to reach peak performance. Our know-how has grown enormously, and as a practice partner to EOS we were once again able to apply this expertise while developing the 3D printing process using the high-performance P500 system.
When and where does STORZ rely on 3D printing?
Georg Görner: Additive manufacturing with its free shaping is always an option, depending on the situation, quantity, and the required functionality of the parts. We still only use 3D printing for the interior elements of our devices. We use other processes for the visible parts, including vacuum casting at 1zu1.
Felix Gremlich: But that could change, and maybe a few years from now we’ll start using 3D printed visible parts at STORZ. We’ve seen how quickly the technology is improving. And we can create a direct transition from prototype to volume production thanks to the services provided by 1zu1. Given our quantities, flexible 3D printing without tooling costs is absolutely economical.
Our interviewees: Design managers Georg Görner and Felix Gremlich developed the first and second generation of the 3D printed air distributor at STORZ MEDICAL. 1zu1 sales manager Thomas Kohler was involved in all phases of the project. Philipp Schelling, as production manager for the SLS 3D printing process, is familiar with the challenges of series production. The interview was conducted by Joshua Köb, photos by Darko Todorovic.
